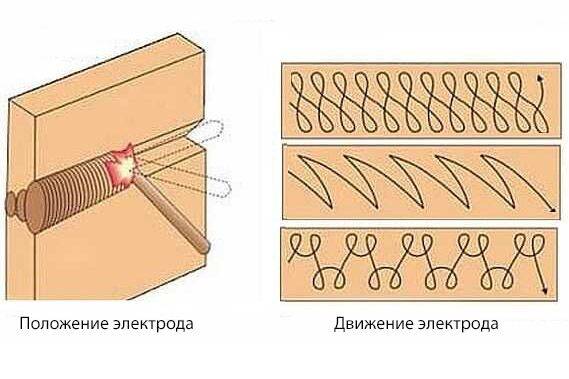
Способы сварки
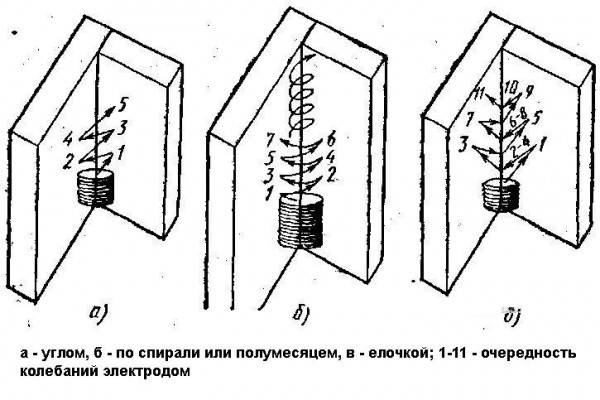
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
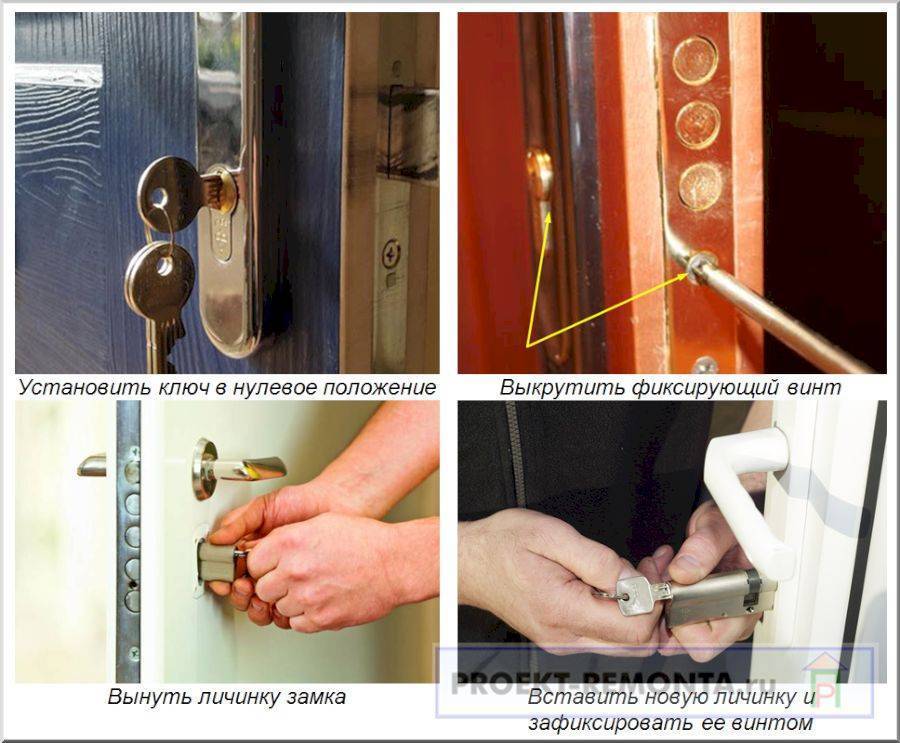
Как врезать замок со скважиной под ручкой
Врезка «классического» замка с замочной скважиной, расположенной под рукояткой, отличается от установки замка-ноба только размером торцевого отверстия. Оно должно быть значительно больше, чтобы поместить в себя весь механизм замка.
Удобнее всего делать такие отверстия фрезером, но если его нет, вполне можно обойтись и «подручным инструментом».
Делаем торцевое отверстие фрезером
На выбранной высоте приложите к торцу двери внешнюю накладку замка и карандашом обведите её контур. Теперь подберите коронку, которая по диаметру будет немного меньше чем ширина нарисованного контура. Далее, необходимо «высверлить» пространство, которое необходимо для вставки механизма замка. Для этого сначала делается несколько смежных отверстий на глубину равную ширине замкового механизма, после чего с помощью стамески выбирается оставшаяся на пересечении отверстий древесина.
Когда основное торцевое углубление готово, в него вставляют механизм замка таким образом, чтобы поворотная сердцевина упёрлась в торец двери.
В этом месте делают отметку и с помощью угольника через неё проводят прямую линию.
На полученном отрезке от края двери отмеряют расстояние равное расстоянию от наружного края механизма до центра сердцевины. Именно в этой точке и сверлят второе отверстие с помощью коронки.
Когда оба отверстия готовы, остаётся собрать замок в соответствии с прилагаемой к нему инструкцией.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
Непровар.
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
Подрез.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.








Прожог.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость
Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте
Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью. Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
Трещины.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.

Пошаговая инструкция по врезке замка
Правильно врезать замок в межкомнатную дверь поможет инструкция. Она учитывает тип замка, в связи с чем имеет два раздела по установке корпуса (круглого и плоского) и ответной планки.
Врезка круглого замка
Проще всего выполнить работы с помощью современного оборудования — достаточно примерно 20 мин. Фреза подготовит все отверстия аккуратно и точно.
Врезка замка профессионалами.
Вручную выполнить работы чуть сложнее. Пошаговый алгоритм монтажа состоит из следующих операций:
- на шуруповерт или дрель крепится сверло с коронкой диаметром 50 мм;
- выставив сверло точно по центру отверстия под ручку, дверь высверливается до выхода буравчика с обратной стороны. Продолжать нежелательно — коронкой можно повредить декоративное покрытие дверного полотна. Завершить лучше с обратной стороны;
- на коронке меняется нож под диаметр 23 мм;
- с торца дверей высверливается отверстие под защелку. Оно должно быть точно посередине отверстия под ручку. Работу можно выполнить и буравом-пером — диаметра хватает;
- вплотную к торцу вставляется защелка;
- карандашом отмечается контур накладки защелки, а также места вкручивания фиксирующих саморезов;
Отмечается контур защелки и места под саморезы.
- защелка вынимается;
- шуруповертом со сверлом диаметром 1 мм высверливаются отверстия под саморезы;
- в торце стамеской и молотком вырубается углубление в 3 мм под планку защелки. По ширине и длине лучше укоротить и заузить, что позволит более точно подогнать выемку под вставку. Если концы накладки овальные, на помощь придет перьевое сверло.
Стамеска в помощь.
Осталось установить ручки и защелку.
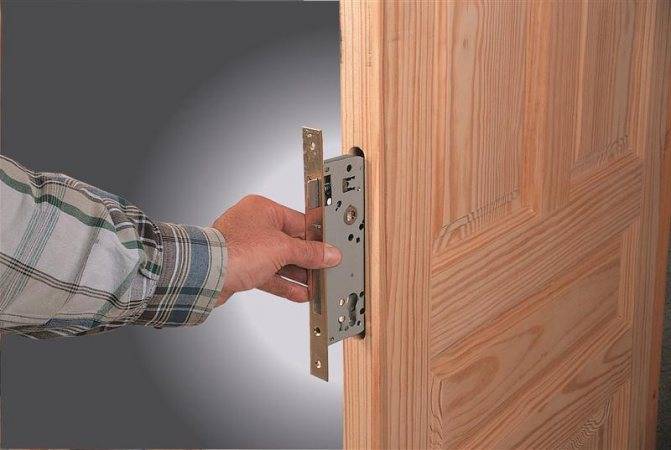
Врезка плоского замка
А сейчас рассмотрим, как врезать замок в межкомнатную дверь, если корпус механизма плоский. Работы выполняются в следующей последовательности:
на перьевом сверле диаметром, равным толщине корпуса запорного устройства отмечается глубина сверления — равна длине корпуса;
Определяется глубина сверления.
- сверло вставляется в дрель. Можно использовать также и простое сверло нужного диаметра;
- ориентируясь на отметки низа и верха запора, высверливается 7-8 или 9-10 отверстий одно около другого (количество отверстий зависит от размера запорного механизма), чтобы образовалось сплошное углубление. Такую же работу можно выполнить с помощью долота, стамески и молотка. Это долго и трудоемко, но наши деды так и работали;
Схема высверливания выемки под корпус замка.
стамеской края подравниваются;
Стамеской края подравниваются.
в дрель вставляется более крупное сверло и им края выемки шлифуются. Сильно нажимать не нужно. Можно повредить полотно;










Шлифовка выемки дрелью.
- перьевым сверлом разного диаметра высверливаются отверстия под ручки, личинку со штифтами (под штифты можно сверлить тем же сверлом, что и под личинку — декоративная накладка скроет;
- стамеской выдалбливается углубление под планку. Технология такая же, как и у круглого замка.
Стамеской выдалбливается углубление под планку.
Замок собирается.
Ставится планка защелки.
Учитывая большое разнообразие замков, их сборку редакция сайта StroyGuru решила рассмотреть в отдельном материале.
Установка монтажной планки
Завершающий этап врезки замка — установка на коробке двери ответной планки. Поэтапный ход работ состоит из следующих операций:
дверь закрывается. На проеме делаются отметки собачки. Таким образом определяется расположение ответной планки по высоте;
Находится расположение ответной планки по высоте.
находится глубина посадки ответки. Для этого с наружной стороны двери измеряется расстояние от поверхности дверного полотна до планки защелки, после чего это же расстояние откладывается от дверного проема до края ответной планки;
Определяется положение планки по глубине.
- ответная планка накладывается на косяк;
- карандашом отмечаются габариты планки, отверстия под саморезы и выемку для язычка;
Карандашом отмечаются места саморезов и углубления под собачку.
- если щель между дверным полотном и косяком больше толщины ответной планки, она не утапливается в коробку. Если меньше — стамеской выдалбливается углубление на 3 мм;
- под саморезы сверлом 1 мм высверливаются отверстия;
- под собачку стамеской выдалбливается выемка. Ее можно сделать и перьевым сверлом;
Высверливаются отверстия под саморезы и язычок.
саморезами планка прикручивается к косяку.
Ответная планка прикручивается саморезами.
В заключение, врезка запорного механизма в межкомнатную дверь требует от слесаря внимательности и аккуратности. Технология же простая. Все работы может сделать сам хозяин квартиры.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу – “треугольник”. Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом “треугольника”. Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
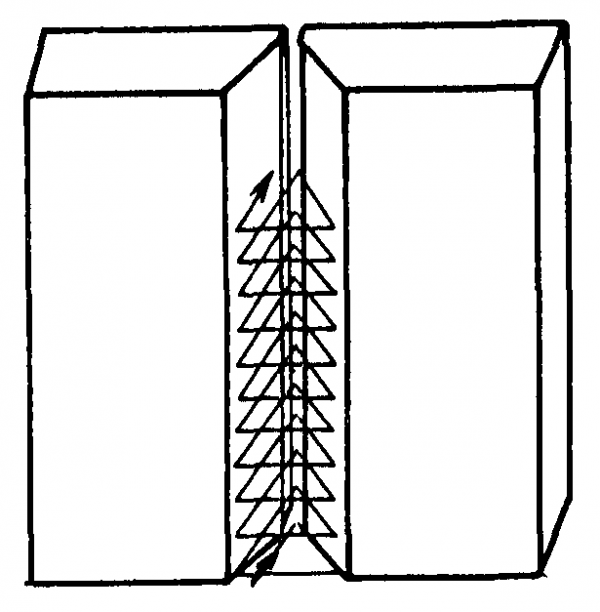
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора “на себя”.










Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его “на себя”, пройдя всю толщину заготовки;
- совершив небольшой подъем, способом “от себя” вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода – 3 мм. Ток имеет небольшое значение – 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе “лесенкой” является небольшим – получается так называемый “легкий” валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Дополнительные сведения и рекомендации
Чтобы обеспечить точное соответствие реальной и планируемой глубины отверстий, на сверло наклеивают изоленту. Выбрать остаточное дерево можно долотом. Позднее стенки выравнивают стамеской. Надо стремиться к таким величинам паза, которые позволят вставляемому замку совпадать с торцевой гранью двери. Это означает, что при выдалбливании гнезда требуются периодические примерки изделия.

Чтобы сделать фигурный паз под замочную скважину, надо использовать ножовку. Края доводят до идеальной формы при помощи наждака. Так как вручную работать им недостаточно комфортно, можно прикрепить бумагу к отвертке. Использовать тонкое сверло лучше всего. Монтаж ответной планки у врезных и накладных механизмов не отличается.

Рекомендуется выбирать сверло, которое толще, чем замок. Обычно сверлят несколько насечек, чтобы можно было удалять заполнитель полотна. Когда сверление закончено, при помощи долота и стамески выбирают лишнюю труху. Но все эти правила могут оказаться бесполезными, если не соблюдать еще один принцип: как только что-то отмерено рулеткой, надо сразу поставить отметку карандашом либо маркером. Полагаться на свою память в таком ответственном деле крайне легкомысленно.











Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки
Он больше подходит для создания толстый швов.
Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса
Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Дверная коробка
Коробка, или рама — самая ответственная деталь дверного блока. Ее крепление производят к стене дома с помощью анкеров или длинных гвоздей. Основное требование к этой детали — прочность и долговечность. Выбирая коробку из массива, стоит иметь в виду, что древесина может треснуть при вкручивании саморезов или забивании гвоздей. Крепить эту деталь можно через заранее просверленные отверстия.
Коробка из МДФ обладает более высокой прочностью и устойчивостью в процессе эксплуатации. Ее отличает неплохое качество и невысокая цена в сравнении с массивом.
В телескопических системах деталь коробки имеет 2 симметричных паза, в которые можно установить доборный элемент и наличник. Если дверной блок простого типа, то крепление наличника производят мелкими гвоздями к боковой кромке рамы. Внешняя поверхность коробки имеет сложный рельеф с выступом и пазом, которые образуют притвор. На деталях коробки устанавливают и петли, на которые навешивают полотно.
Сборка дверного блока происходит в такой последовательности:
- В проеме монтируют 2 вертикальные стойки и 1 или 2 горизонтальных элемента коробки. Кромка с притвором должна совпадать с краем стены. Зазор между элементами коробки и стеной заполняют монтажной пеной, если требуется тепло- или звукоизоляция.
- При необходимости ставят доборы, прикрепляя их к стене или вдвигая в паз телескопической коробки.
- На внешних кромках коробки и добора монтируют наличники. В телескопическом блоке их нужно вставить в паз. Для фиксации применяют жидкие гвозди.
После этого навешивают створку и устанавливают декоративную фурнитуру.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Технология врезки замка-ноба
Как уже говорилось, наиболее простой является технология врезки в межкомнатную дверь замка-ноба, то есть замка, у которого замочная скважина расположена непосредственно на дверной ручке.
Стандартная комплектация замка-ноба
По этой же технологии можно установить замок с односторонней защёлкой.
Первым делом необходимо определить местоположение будущего замка. Для этого подойдите к двери и «потяните» за воображаемую ручку. Именно то место, к которому потянется ваша рука и будет оптимальным для установки.









Определив высоту расположения замка необходимо сделать точную разметку. Для этого измерьте расстояние от накладки, в которой находится язычок замка, до центра отверстия, в которое впоследствии будет вставлен поворотный механизм. Именно это расстояние и нужно отмерять от края дверного полотна на выбранной вами высоте.
Теперь нужно подобрать подходящую по диаметру коронку. Она должна быть меньше, чем декоративная накладка под ручкой, но в то же время достаточно большой, чтобы в полученное отверстие без усилий вошёл механизм замка.
Существуют специальные наборы коронок, рассчитанные именно на врезку замков – нобов. В них входит всего две насадки как раз того диаметра, который Вам и нужен.
Теперь сверлим выбранной коронкой сквозное отверстие в двери и первый этап работ по врезке замка можно считать завершённым.
Замена замков Mul-t-lock — очень простая задача, особенно если доверить врезку сервисной службе.
Сверление отверстия с помощью коронки
Коронка вынимается вместе с ненужной древесиной
Остаётся просверлить отверстие в торце двери, в которое будет входить запорный механизм замка. При подборе коронки соблюдайте те же правила, что и в первом случае.
Торцевое отверстие сверлится на уровне центра первого
Когда оба отверстия готовы, остаётся сделать в торцевой части двери небольшое углубление, в которое ляжет декоративная накладка. Для этого, приложив накладку к месту расположения, обведите её карандашом и с помощью неширокой стамески «выберите» слой дерева, который равен толщине накладки.
Разметка под выемку для торцевой накладки
Теперь осталось собрать замок.
Вначале в отверстие в торце двери вставляем часть замка с запорным язычком. После этого в гнездо, которое должно оказаться по центру первого отверстия, вставляем сердцевину замка с одной из ручек.
Сборка замка
На выступающую часть сердцевины с другой стороны двери надеваем вторую ручку.
При сборке замка убедитесь, что ручка со стопором находится с нужной стороны двери.
Если замок работает, остаётся скрепить всю конструкцию с помощью входящих в комплект винтов и саморезов.
После проверки замок крепится винтами и саморезами
Рекомендуем:
 Чертежи дачного туалета типа шалаш: типовые схемы и обзор строительных нюансов
Чертежи дачного туалета типа шалаш: типовые схемы и обзор строительных нюансов
 Двухконтурный электрический котел: устройство, разбор преимуществ и недостатков + что учитывать при выборе
Двухконтурный электрический котел: устройство, разбор преимуществ и недостатков + что учитывать при выборе
 Сейф для квартиры: критерии удачного выбора для домашнего использования
Сейф для квартиры: критерии удачного выбора для домашнего использования
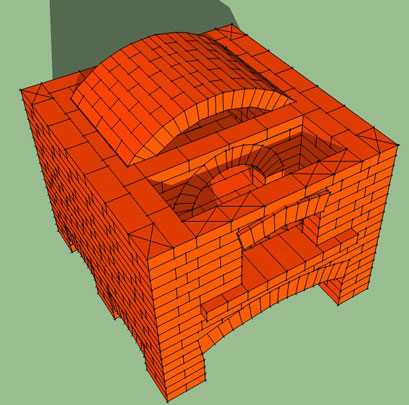
 Колпаковая печь своими руками — схемы и детальная поэтапная инструкция
Колпаковая печь своими руками — схемы и детальная поэтапная инструкция
 Какой смеситель для ванны лучше выбрать?
Какой смеситель для ванны лучше выбрать?
 Русская печь с плитой: технология кладки русской печки со схемами и детальными порядовками
Русская печь с плитой: технология кладки русской печки со схемами и детальными порядовками
 Строительство беседки своими руками: поэтапная инструкция с пояснениями
Строительство беседки своими руками: поэтапная инструкция с пояснениями
 Клей для труб пвх: обзор лучших составов и инструкция по применению
Клей для труб пвх: обзор лучших составов и инструкция по применению
 Сварочный полуавтомат: принцип работы, как выбрать и рейтинг лучших моделей
Сварочный полуавтомат: принцип работы, как выбрать и рейтинг лучших моделей
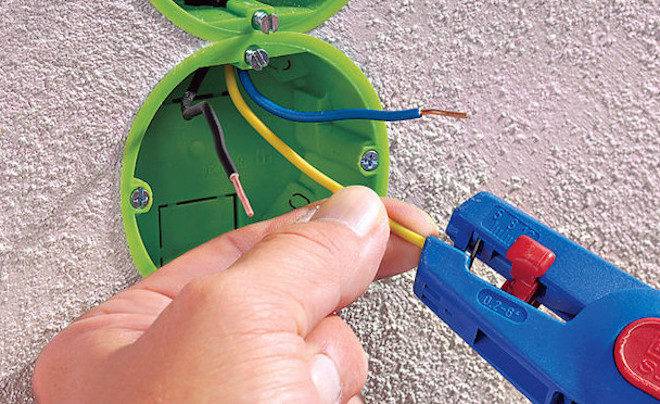 Инструмент для снятия изоляции с проводов: многообразие приспособлений
Инструмент для снятия изоляции с проводов: многообразие приспособлений
