Классификация припоев
Припои
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% — олово и 5% — серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
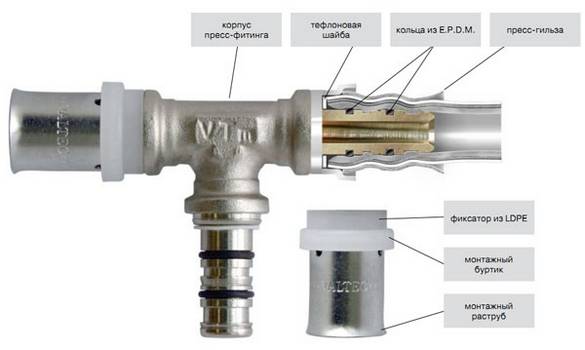
Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» — слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% — медь, 2% — серебро, 6% — фосфор.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
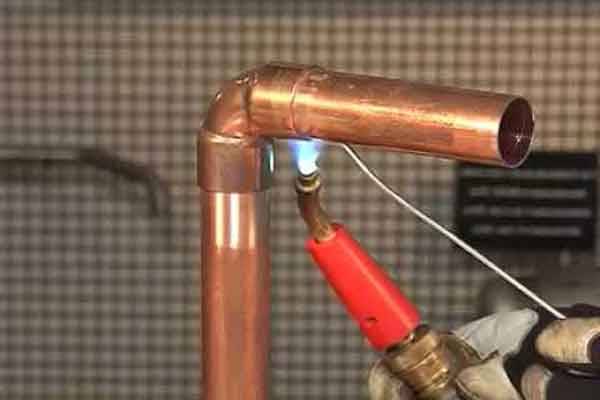
Подробнее о капиллярной пайке
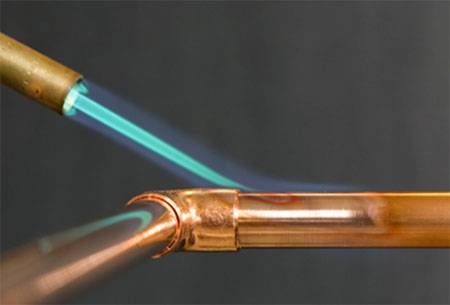
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси
Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.
Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.
Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Это интересно: Припой ПОС 60 — температура плавления, свойства, характеристики
Особенности физико-химических процессов
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.

Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
Технологические советы и замечания
Только при наличии опыта можно провести качественную пайку. Распространенными проблемами можно назвать следующее:
- Дефекты на поверхности деталей становятся причиной ухудшения качества соединения. Они появляются при резке заготовки. Пайка поверх дефектов приводит к снижению прочности.
- Незначительное загрязнение также снижает прочность соединения. Поэтому проводится обезжиривание при использовании специальных составов.
- Недостаточная ширина монтажного зазора. Требуемая прочность при соединении изделий с сечением 6-108 мм достигается в случае, если величина зазора 7-50 мм.
- Если разогреть заготовку перед ее применением до недостаточной температуры, то даже при незначительной нагрузке шов разрушится.
- Флюс покрывает неравномерно всю поверхность. Окиси могут стать фактором появления дефектов.
- Перегрев зоны контакта становится причиной, по которой флюс и припой теряют свои качества.
- Игнорирование правил безопасности при проведении работ. Слишком высокая температура может привести к тому, что химические вещества вступают в реакцию. Поэтому работать рекомендуется в защитных перчатках и маске.
Работа с медью отличается от пайки метала. Все особенности может знать исключительно мастер, который обладает большим опытом проведения подобных работ.
Флюс
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
Флюс выпускается:
в жидком виде;

Составы для пайки в жидком виде
в виде пасты.

Состав для пайки в виде пасты
Приоритетней и удобней использовать флюс, изготовленный в виде пасты, так как более твердый состав способствует равномерному нанесению и не растекается по поверхности трубы.
Флюс позволяет:
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.
Области применения
Чаще всего трубы из меди применяют для транспортировки газа и в качестве водопроводов. Производство газового оборудования, тормозных и гидравлических систем, автокондиционеров и теплообменников невозможно представить без медного трубопроката.
Тот факт, что медные трубы можно надежно соединить, не используя при этом сварку, делает их привлекательным вариантом для создания транспортных магистралей для вязких горючих сред. При этом речь идет не только о бытовых системах. К примеру, из меди довольно часто изготовляются топливопроводы для автомобилей.
Также следует отметить стойкость труб из меди к повышенному давлению (до 230 атм.), по сравнению с изделиями из пластика или стали. Особенно ценится их способность хорошо переносить замерзание. Изделия хорошо переносят воздействие хлора и обладают антисептическими свойствами.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Резцы
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке
Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Читайте отзывы с обзорами и проверяете полученный товар.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы. Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.
Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ПРИЛОЖЕНИЕ 2 Рекомендуемое
|
Марка припоя |
Область применения |
|
ПОС 90 |
Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
|
ПОС 63 |
Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
|
ПОС 61 |
Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
|
ПОС 40 |
Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
|
ПОС 10 |
Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
|
ПОС 61М |
Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. Применение припоя при лужении и пайке в тиглях и ваннах не допускается. |
|
ПОСК 50-18 |
Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
|
ПОССу 61-0,5 |
Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
|
ПОССу 50-0,5 |
Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
|
ПОССу 40-0,5 |
Для лужения и пайки жести, обмоток электрических машин, для пайки монтажный элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
|
ПОССу 35-0,5 |
Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
|
ПОССу 30-0,5 |
Для лужения и пайки листового цинка, радиаторов |
|
ПОССу 25-0,5 |
Для лужения и пайки радиаторов |
|
ПОССу 18-0,5 |
Для лужения и пайки трубок теплообменников, электроламп |
|
ПОСу 95-5 |
Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
|
ПОССу 40-2 |
Для лужения и пайки холодильных устройств, тонколистовой упаковки. Припой широкого назначения |
|
ПОССу 30-2 |
Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
|
ПОССу 18-2, ПОССу 15-2, ПОССу 10-2 |
Для пайки в автомобилестроении |
|
ПОССу 8-3 |
Для лужения и пайки в электроламповом производстве |
|
ПОССу 5-1 |
Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
|
ПОССу 4-6 |
Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
|
ПОССу 4-4 |
Для лужения и пайки в автомобилестроении |
|
ПОСК-2-18 |
Для лужения и пайки металлизированных и керамических деталей |
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей. (Измененная редакция, Изм. N 4).









Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления. Для тонких допускается применять припои с наименьшей температурой
Для тонких допускается применять припои с наименьшей температурой.
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.
Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина — температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки.
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное — в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
- ПСр-72.
- ПСр-40.
- ПСр-45.
- ПСр-25.
- ПСр-12.
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
- ПМЦ-36.
- ПМЦ-48.
- ПМЦ-54.
- Припой медно фосфорный.
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
3.2. Свойства припоев
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1 Классификация и химический состав мягких и полутвердых припоев
|
Припой |
Химический состав, % |
|||||||
|
Вид |
Марка |
Олово |
Сурьма |
Кадмий |
Медь |
Свинец |
Серебро |
Индий |
|
Олово |
О2 |
99,9 |
– |
– |
– |
– |
– |
– |
|
Бессурьмянистые |
ПОС61 |
60–62 |
– |
– |
– |
Остальное |
– |
– |
|
ПОС40 |
39–41 |
– |
– |
– |
– |
– |
||
|
ПОС10 |
9–10 |
– |
– |
– |
– |
– |
||
|
ПОС61М |
60–62 |
– |
– |
1,5–2,0 |
– |
– |
||
|
ПОСК50-18 |
49–51 |
– |
17–19 |
– |
– |
– |
||
|
Малосурьмянистые |
ПОССу61-0,5 |
60–62 |
0,2–0,5 |
– |
– |
Остальное |
– |
– |
|
ПОССу40-0,5 |
39–41 |
– |
– |
– |
– |
|||
|
ПОССу30-0,5 |
29–31 |
– |
– |
– |
– |
|||
|
ПОССу18-0,5 |
17–18 |
– |
– |
– |
– |
|||
|
Сурьмянистые |
ПОССу95-5 |
94–96 |
4–5 |
– |
– |
Остальное |
– |
– |
|
Серебряные |
ПСрО10-90 |
Остальное |
– |
– |
– |
– |
10±0,5 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
– |
– |
– |
– |
8±0,5 |
– |
|
|
ПСрМО5 (ВПр-9) |
– |
– |
– |
2±0,5 |
– |
5±0,5 |
– |
|
|
ПСрОС3,5-95 |
– |
– |
– |
– |
3,5±0,4 |
– |
||
|
ПСрОС3-58 |
57,8±1,0 |
– |
– |
– |
– |
3±0,4 |
– |
|
|
ПСр3 |
– |
3±0,3 |
– |
|||||
|
ПСр3Кд |
– |
– |
95–97 |
– |
– |
3,0–4,0 |
– |
|
|
ПСрО3-97 |
Остальное |
– |
– |
– |
– |
3±0,3 |
– |
|
|
ПСр2,5 |
5,0–6,0 |
– |
– |
– |
91–93 |
2,2–2,7 |
– |
|
|
ПСр2,5С |
– |
– |
– |
– |
– |
2,5±0,2 |
– |
|
|
ПСр2 |
30±1 |
2±0,2 |
– |
|||||
|
ПСрОС2-58 |
58,8±1,0 |
– |
– |
– |
– |
2±0,3 |
– |
|
|
ПСр1,5 |
15±1 |
– |
– |
– |
– |
1,5±0,3 |
– |
|
|
ПСр1 |
35±1 |
– |
– |
– |
– |
1±0,2 |
– |
|
|
Индиевые |
ПОСИ30 |
42 |
– |
– |
– |
28 |
– |
3 |
|
ПСр3И |
– |
– |
– |
– |
– |
3 |
97 |
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.


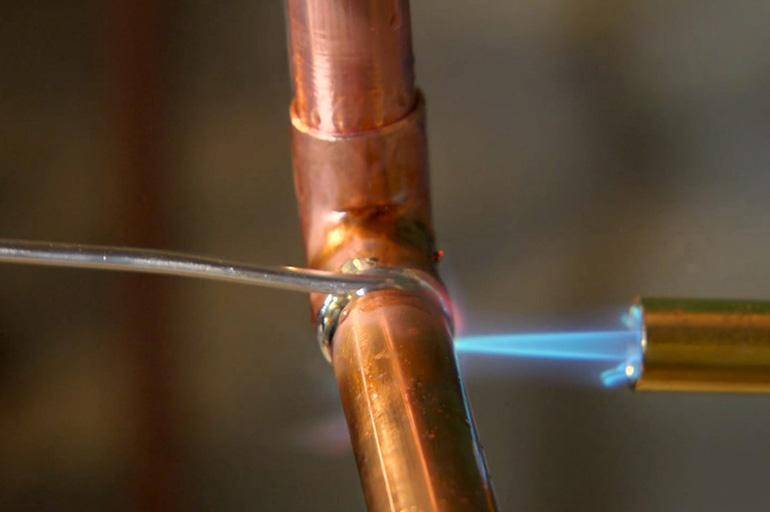
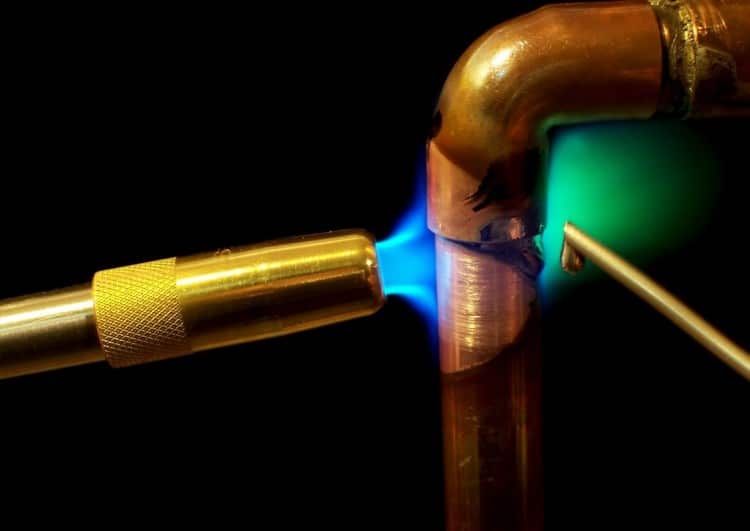


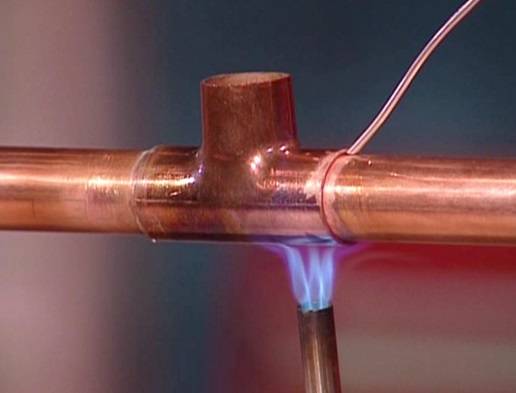



Таблица 3.2 Физико-механические свойства мягких и полутвердых припоев
|
Марка припоя |
температура плавления, °с |
ориентировочная температура пайки, °с |
плотность, кг/м³ |
удельное электрическое сопротивление, мком·м |
предел механической прочности при растяжении, Мпа |
|
|
солидус |
ликвидус |
|||||
|
О2 |
232 |
232 |
280 |
7310 |
– |
25 |
|
ПОС61 |
183 |
190 |
240 |
8500 |
0,139 |
43 |
|
ПОС40 |
183 |
238 |
290 |
9300 |
0,159 |
38 |
|
ПОС10 |
268 |
299 |
350 |
10800 |
0,200 |
32 |
|
ПОС61М |
268 |
192 |
240 |
8500 |
0,143 |
45 |
|
ПОСК50-18 |
142 |
145 |
185 |
8800 |
0,133 |
40 |
|
ПОССу61-0,5 |
183 |
189 |
240 |
8500 |
0,140 |
45 |
|
ПОССу50-0,5 |
183 |
216 |
– |
8900 |
0,149 |
– |
|
ПОССу40-0,5 |
183 |
235 |
285 |
9300 |
0,169 |
40 |
|
ПОССу35-0,5 |
183 |
245 |
– |
9500 |
0,172 |
– |
|
ПОССу30-0,5 |
183 |
265 |
306 |
9700 |
0,179 |
36 |
|
ПОССу25-0,5 |
183 |
266 |
– |
10000 |
0,182 |
– |
|
ПОССу18-0,5 |
183 |
277 |
325 |
10200 |
0,198 |
36 |
|
ПОССу95-5 |
234 |
240 |
290 |
7300 |
0,145 |
40 |
|
ПОССу40-2 |
185 |
229 |
– |
9200 |
0,172 |
– |
|
ПОССу33-2 |
185 |
243 |
– |
9400 |
0,179 |
– |
|
ПОССу30-2 |
185 |
250 |
– |
9600 |
0,182 |
– |
|
ПОССу25-2 |
185 |
260 |
– |
9800 |
0,183 |
– |
|
ПОССу18-2 |
188 |
270 |
– |
10100 |
0,206 |
– |
|
ПОССу15-2 |
184 |
275 |
– |
10300 |
0,208 |
– |
|
ПОССу10-2 |
268 |
285 |
– |
10700 |
0,208 |
– |
|
ПОССу8-3 |
240 |
290 |
– |
10500 |
0,207 |
– |
|
ПОССу5-1 |
275 |
308 |
– |
11200 |
0,200 |
– |
|
ПОССу4-6 |
244 |
270 |
– |
10700 |
0,208 |
– |
|
ПСрО10-90 |
– |
280 |
– |
7600 |
12,9 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
250 |
– |
7400 |
19,7 |
– |
|
ПСрМО5 (ВПр-9) |
– |
240 |
– |
7400 |
16,3 |
– |
|
ПСрОС3,5-95 |
– |
224 |
– |
7400 |
12,3 |
– |
|
ПСрОС3-58 |
– |
190 |
– |
8600 |
14,5 |
– |
|
ПСр3 |
– |
315 |
– |
11400 |
20,4 |
– |
|
ПСр3Кд |
300 |
325 |
360 |
8700 |
8,0 |
54 |
|
ПСр2,5 |
295 |
305 |
355 |
11000 |
21,4 |
– |
|
ПСр2,5С |
– |
306 |
– |
11300 |
20,7 |
– |
|
ПСр2 |
– |
238 |
– |
9500 |
16,7 |
– |
|
ПСрОС2-58 |
– |
183 |
– |
8500 |
14,1 |
– |
|
ПСр1,5 |
– |
280 |
– |
10400 |
19,1 |
– |
|
ПСр1 |
– |
235 |
– |
9400 |
26,0 |
– |
|
ПОСИ30 |
117 |
200 |
250 |
8420 |
– |
– |
|
ПСр3И |
141 |
141 |
190 |
7360 |
– |
– |
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин









Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс
Проще всего это сделать с помощью кисточки.
Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.










Рекомендуем:
 Фото потолков из гипсокартона с подсветкой
Фото потолков из гипсокартона с подсветкой
 Насосные станции для дачи и дома: как выбрать
Насосные станции для дачи и дома: как выбрать
 Как сделать правильный дымоход для буржуйки своими руками: пошаговая инструкция
Как сделать правильный дымоход для буржуйки своими руками: пошаговая инструкция
 Как выбрать правильные фитинги для труб рех – виды и секреты монтажа
Как выбрать правильные фитинги для труб рех – виды и секреты монтажа
 Установка подрозетников в бетонные стены и тонкие перегородки из гипсокартона
Установка подрозетников в бетонные стены и тонкие перегородки из гипсокартона
 Отопление закрытого типа в частном доме
Отопление закрытого типа в частном доме
 Строим помпейскую печь для пиццы своими руками: пошаговая инструкция
Строим помпейскую печь для пиццы своими руками: пошаговая инструкция
 Как устанавливается акриловая вставка в ванну: инструкция по установке вкладыша
Как устанавливается акриловая вставка в ванну: инструкция по установке вкладыша
 Красивые дома: фото внутри и снаружи. интересные идеи по обустройству
Красивые дома: фото внутри и снаружи. интересные идеи по обустройству
 Закрытая система отопления: схемы и особенности монтажа системы закрытого типа
Закрытая система отопления: схемы и особенности монтажа системы закрытого типа
